
 Hogar
>
productos
>
Perfil de aluminio pulido
>
Hogar
>
productos
>
Perfil de aluminio pulido
>
|
| Lugar de origen | Guangdong, China (continente) |
| Nombre de la marca | Guangdong, China (Mainland) |
| Certificación | ISO9001:2000,ISO14001:2004 |
| Número de modelo | modifique para requisitos particulares |
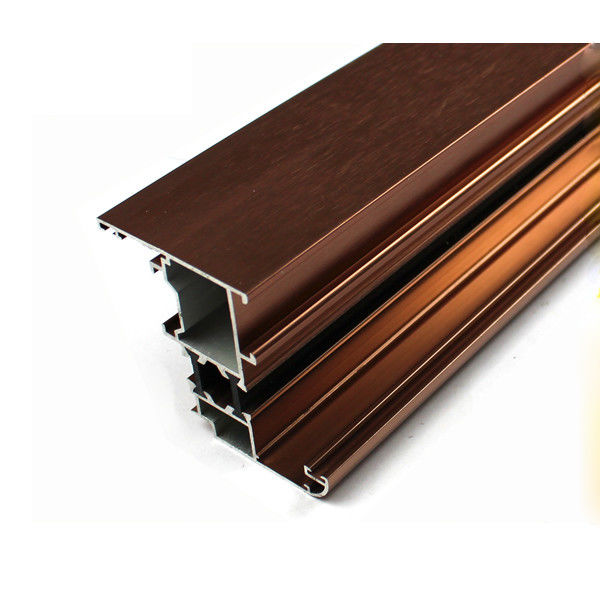
Tubo de aluminio pulido, piezas de la ventana de aluminio, marcos de ventana de aluminio
Descripción de producto
| Producto | Tubo de aluminio pulido, piezas de la ventana de aluminio, marcos de ventana de aluminio |
| Material | Aleación 6060, 6061, 6063, etc. |
| genio | T5, T6, etc |
| Color | Diversos colores disponibles (negro, azul, verde, champán, bronce, de oro, bermellón, etc.) |
| Tratamiento superficial | Final del molino, capa anodizada, electroforética, capa del polvo, rotura termal, grano de madera/madera-en-cambio, etc. |
| Molde | De acuerdo con su dibujo o utilizar nuestro molde libremente |
| Tiempo de la muestra | Práctica usual: en el plazo de 15 días laborables contra el pago |
| Usos | Windows, puertas, pared de cortina, el panel solar, el panel del LED, disipador de calor, industria, etc. |
| Certificado | Sistema de calidad ISO9001-2008, |
Pulido mecánico
El pulido mecánico es extremadamente una parte importante del proceso, especialmente para el crecimiento de los 6m. La uniformidad constante es controlar el pulido mecánico, las cuestiones principales de los pocos fabricantes en la búsqueda del bajo costo, menos inversión, el solo de aluminio manual puliendo, con la cera de pulido sólida, puliendo la rueda para la producción de algodón puro, dureza es pequeña, la ronda 30 ~ 80 milímetros de ancho, diámetro de rueda a partir del 180 ~ 250 milímetros, la presión son controlados por el manual.
Los problemas resultantes son:
1. La superficie es desigual, debido a la presión de la mano humana, aunque la superficie de la máquina aparezca ser constante después de pulir mecánico, el fenómeno del brillo desigual ocurre después de la oxidación.
2. Debido al control de presión incorrecto, el fenómeno de la quema en el área de la alta presión es causado por la aspereza superficial y el punto del sésamo
3. La cera sólida es difícil de limpiar y contamina fácilmente el tanque triácido, y si no es la cera sólida arriba bastante, sus impurezas destruirán la superficie pulida.
4. La velocidad linear de la rueda del paño no está bastante, generalmente menos de 15 m/s, y una fuerza de corte suave de la rueda del paño no está bastante, es tan solamente in fine el pulimentar aplicable, grueso depende de la rueda del cáñamo, aumenta el coste del proceso
5. La productividad es baja.
Debido a todos estos problemas, la mayoría de los fabricantes utilizan las máquinas pulidoras grandes, el pulido múltiple automático, la goma de pulido líquida, y la anchura 800 ~ 1000m m del grupo de la rueda. Diámetro de rueda a partir del 300 ~ 400 milímetros, este método están de alta eficacia de la producción, proceso relativamente estable, un proceso puede no sólo jugar un pulido para quitar el propósito de líneas mecánicas, y puede conseguir muy bien que pulimenta el efecto superficial, pero debe ser condiciones de proceso estrictas.
(1) en primer lugar, el trabajo debe asegurar bastante fuerza que corta, esta relación a las líneas mecánicas de menor importancia puede quitar, los factores de influencia de fuerza que corta incluyendo dureza y velocidad linear de la rueda del paño de la rueda del paño. Es hecho comúnmente de ronda pura del paño de algodón, por la sustancia química del almidón que procesa para alcanzar la dureza correspondiente, esta clase de rueda del paño para la superficie de aluminio que pule, sobre la base de otras condiciones tales como la velocidad linear, la presión, la influencia de la dosificación de la solución de pulido, después eligen dureza apropiada puede encenderse y ningunas líneas en la superficie de la ronda del paño, la ronda del paño de la velocidad linear es determinada por el diámetro de rueda del paño y las condiciones del equipo, generalmente entre 20 ~ 30 m/s, efecto de pulido de menos de 15 m/s no son obvios.
¡(2) el proceso de pulido debe controlar la temperatura del interfaz del objeto, generalmente 115! O así pues, la temperatura es demasiado baja alcanzar el efecto luminoso, la temperatura alta produce quemado, la temperatura del interfaz se hace de la presión y de la velocidad de la rueda del paño entre la influencia de aluminio y mutua. Hablando en términos generales, cuanto mayor es la presión, cuanto más lenta es la velocidad delantera, más alta es la temperatura del interfaz. La presión de la rueda del paño debe estar según el área de sección, el espaciamiento entre el tamaño y el grueso a ajustar al tamaño apropiado, velocidad de la máquina pulidora se puede controlar en 10 generales ~ 15 m/min, el límite de la presión de la rueda del paño, opcional eligen la presión más baja son pocos, paño redondo asegurarse de que el interfaz en la gama de temperaturas apropiada.
(3) la opción líquida de pulido para tener una influencia importante en la calidad de pulido, proceso de pulido debe no sólo tener el efecto del pulido al grano, y tener el efecto luminoso de nivelación, el pulido de la arena del cuarzo y la parafina líquida pueden respectivamente el papel antedicho, especialmente el contenido de la arena del cuarzo deben ser apropiados, resuelven demasiada arena del cuarzo, la superficie de aluminio tiene grano abrasivo suave, especialmente después de la oxidación ácida tres, hacen la disminución de la calidad.
(4) la consistencia del efecto de pulido horizontal y vertical es una calidad de pulido mecánica de alta calidad, a excepción del rendimiento superior de la máquina pulidora, debe elegir el arma de espray automático de alta presión, el arma equipado del dispositivo de la presión, puede hacer la presión líquida de pulido del jet creciente en más de 25 veces, hace la atomización oportuna, ángulo de la inyección de 120 ∋, asegurar al líquido de pulido en la rueda de pulido cada parte y cada vez el uniforme cilíndrico, también hace la dosificación líquida de pulido fue reducida a un mínimo, y alcanzar el mejor efecto, presión ordinaria del arma de espray generalmente alrededor de cinco veces, puliendo el líquido es difícil a atomizado completamente, él es a menudo salida, causando la distribución desigual, lubricación escasa y basura líquida de pulido.
![]()
Éntrenos en contacto con en cualquier momento

